基于DSP高精度伺服位置环设计
引言
机床是装备制造业的母机,也是装备制造业的引擎。我国“十一五”发展规划明确规定:国产数控机床国内市场占有率要达到60%,高端产品与国际先进水平的差距缩小到5年以内。
作为数控机床的重要功能部件,永磁同步电机伺服驱动装置是数控机床向高速度、高精度、高效率迈进的关键基础技术之一。随着新的微处理器、电力电子技术和传感器技术在伺服驱动装置的应用,伺服驱动器的性能获得极大的提高。如日本的安川公司利用新的微处理器,以及通过扩充新的控制算法,速度频率响应提高到了1.6kHz,具有自动测定机械特性,设置所需要的伺服增益功能,实现了“在线自动调整功能”;发那科公司的新一代驱动器则采用了1600万/转的高分辨率的编码器,高精度电流检测,实现了高速、高精度的伺服HRV (高响应向量)控制算法,伺服电机的最大控制电流减少50%,并减少电机发热17%,使得伺服驱动装置可以获得更高的刚性和过载能力。国内在高性能伺服驱动技术方面,与国外名牌企业仍存在较大的差距,已成为制约我国发展中高档数控系统产业的“瓶颈”问题。
针对旧产品的信号处理时间长,电流与位置信号检测精度低的不足,本系统以TMS320F2812 DSP为控制器,缩短了信号处理时间且提高电流采样精度;位置检测用多摩川的TS5667N120 17位绝对式编码器以提高了位置检测精度。系统在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。
系统硬件设计
系统硬件以 TMS320F2812DSP控制器、三菱公司的IPM功率模块、多摩川公司的TS5667N120 17位绝对式编码器为主要功能部件,硬件系统框图如图1所示。
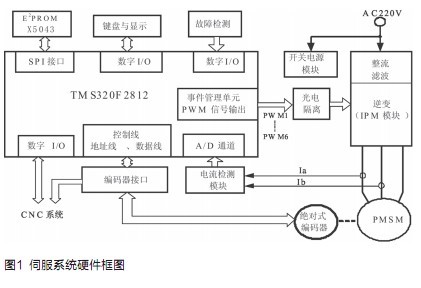
图1中TMS320F2812 DSP为控制核心,接收来自CNC、编码器接口、电流检测模块和故障信号处理模块的信息,完成对永磁同步电机控制和故障处理。光电隔离模块作为电子电路与功率主电路的接口,将DSP发出的SVPWM信号送入IPM模块,完成DC/AC逆变,驱动电动机旋转。编码器接口将绝对式编码器所记录的永磁同步电动机的磁极位置、电动机转向和编码器报警等信息送往DSP,同时将永磁同步电动机的位置信息送往CNC。电机相电流经电流检测模块量测、滤波、幅度变换、零位偏移、限幅,转化为0~3V的电压信号送入DSP的A/D引脚。功率主电路的过压、欠压、短路、电源掉电和IPM故障等信号经故障检测模块检测与处理后,送入DSP的I/O端口。键盘与显示模块是控制器的人机接口,用以完成控制参数的输入,运行状态与运行参数显示。存储器模块用以存储控制参数与系统故障信息。
系统软件设计
按任务划分,系统软件由任务与任务管理模块构成,任务管理模块对人机接口、控制算法、加减速控制、故障处理等四个任务进行调度管理。控制算法主要包括:调节器控制算法、矢量控制算法和数字滤波器算法等。
按照结构化程序设计方法,遵循“功能独立”的原则,将系统软件划分为主程序模块和矢量控制程序模块两大部分,各部分又划分为若干子模块,以利于软件设计、调试、修改和维护。矢量控制软件设计采用典型的前后台模式,以主程序作为后台任务,中断服务程序作为前台任务。根据矢量控制算法的特点,中断服务程序只处理实时性高的PWM控制子程序,把系统的一些测量、键盘处理和显示等一系列实时性不高的任务放到后台任务。
主程序是软件的主体框架,其工作过程是:系统上电复位后,依次对片内外设进行初始化、从E2PROM中读出控制参数、LED显示初始信息。初始化完成后,主程序循环执行LED显示、键盘处理和参数计算与保存。
PWM中断服务。在PWM中断到来时,首先读取编码信号,进行角度和速度计算,接着进行A/D采样并执行clark和park变换,然后进行PI调节、反park变换,最后进入空间矢量模块,产生PWM信号。
控制器算法
系统采用三环控制结构,电流环、速度环采用PI控制,位置环采用比例加前馈补偿控制。
PID控制算法
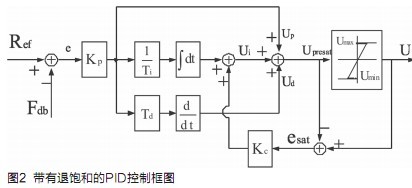
PID控制算法是控制中最常用的算法,对于大多数的控制对象采用PID控制均能达到满意的效果。为防止PID调节器出现过饱和,系统采用带退饱和的PID控制器,如图2所示。
离散PID控制算法如下:
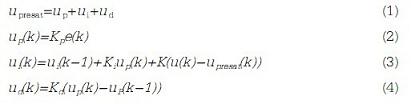
式中,![]() 为饱和前的输出,KP为PID控制的比例增益,Ti为PID控制的积分时间常数,Td为PID控制的微分时间常数,Kc为退饱和时间常数。
为饱和前的输出,KP为PID控制的比例增益,Ti为PID控制的积分时间常数,Td为PID控制的微分时间常数,Kc为退饱和时间常数。
位置控制器的控制算法
位置控制器采用比例加前馈控制结构,如图3所示,其中Gm为电机的传递函数,Gspd为速度环的传递函数,Gpos为位置环的传递函数,Fpos为位置前馈控制器传递函数。
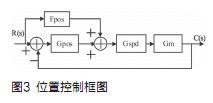
系统的传递函数为:

当Fpos(s)=1/(Gspd(s)Gm(s))时,H(s) =1,则可使输出完全复现输入信号,且系统的暂态和稳态误差都为零。其中当速度调节器采用PI控制时,在位置环的截止频率远小于速度环的截止频率时,速度环可等效为一个惯性环节,电机可等效为一个积分环节,于是Fpos(s)可以看成加速度前馈和速度前馈两部分[5],其中:位置前馈中加速度项差分方程:
![]()
式中R(k)为第K个采样周期中的位置给定信号;Yaf为第K个采样周期中加速度信号的输出,Kaf为加速度前馈比例系数。
位置前馈中速度项差分方程:
![]()
式中R(k)为第K个采样周期中的位置给定信号;Yaf为第K个采样周期中速度信号的输出,Ksf为速度前馈比例系数。
相应的位置环P的差分方程:
![]()
式中R(k)为第K个采样周期中的位置给定信号;C(k)为第K个采样周期中的位置反馈信号,Ye为第K个采样周期中位置环信号的输出,Kc为位置环比例系数。
绝对式编码器通信程序
绝对式编码器与DSP的接口采用CPLD作为接口芯片。CPLD的程序采用VHDL语言编写,程序结构如图4所示。此电路完成串行输入数据到并行输出数据的转换,以及并行输入数据到串行输出数据的转换。
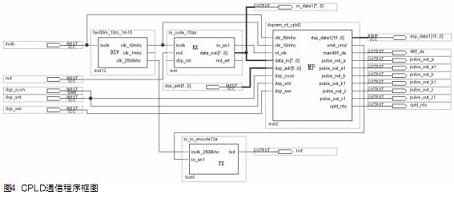
图4中,模块DIV为时钟分频器,TX模块接收来自微处理器接口模块MP的8位并行数据,并通过端口DOUT将数据串行输出到RS-485端口。反过来,RX模块接收串行数据输入,并以8位并行格式发送至MP模块,MP模块同时将接收到的位置信号转成脉冲形式输出,实现与CNC的连接
实验结果分析
本设计,应用虚拟仪器技术设计出实验测试平台,记录实验测试结果。虚拟测试平台配置如下:软件NI LabVIEW 8.0,硬件NI M系列多功能数据采集卡PCI-6251,16、NI 计数器/定时器PCI-6602。
图5给出了加工过程中的速度波形。图5表明,系统的加、减速时间小于200ms;无位置超调;稳定时,速度波动小于0.1转。速度频率响应:大于300Hz;速度波动率:小于±0.01%(负载0~100%)、0(电源±10%);调速范围:0.1rpm~3000rpm;回转定位精度:1个脉冲。
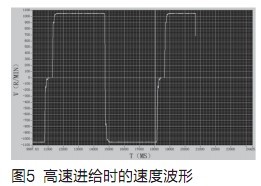
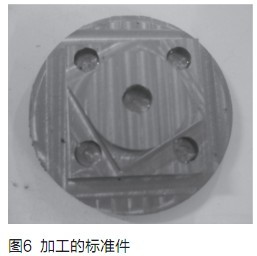
图6给出了驱动器配国产某品牌加工中心的机械加工结果。实验测试数据:上表面表面粗糙度Ra1.6μm;侧面(即测量面)的粗糙度Ra3.2μm。
结语
针对数控机床进给控制,采用磁场定向控制与前馈补偿控制,以 TMS320F2812DSP 控制器、IPM功率模块、TS5667N120 17位绝对式编码器为主要功能部件,设计出的永磁同步电机伺服驱动控制器,在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。
*博客内容为网友个人发布,仅代表博主个人观点,如有侵权请联系工作人员删除。